Types of Vibration Classifier Machine
Vibration classifier machines are used in various industries to separate different types of materials based on the sizes of particles. They function by using vibrating decks or plates to classify materials into desired categories. There are many types of vibration classifiers, which can be divided according to their shapes, the physical principle on which they work, and their intended use.
- By the machine's shape, the classifier can be classified into horizontal, vertical, and inclining classifiers. A horizontal classifier has a horizontal screen and vibrating shaft. It is suitable for processing materials with a length-to-width ratio of less than 3:1. The vertical classifier has a vertically mounted screen that can be used to classify materials with a length-to-width ratio of more than 3:1. An inclined classifier has an upward or downward slope. It can be used to enhance the separation of particles.
- By the classification mode, the classifiers can be divided into air and water classifiers. The air classifier machine operates by using an air stream to separate particles based on their size and density. It is ideal for fine separation of materials like cement, coal, and chemicals. The water classifier uses water currents to separate materials. It is suitable for the separation of organic and inorganic materials, such as plastics, textiles, and wood pulp. Waater classifiers are used to improve the quality of raw materials before they are recycled.
- By the intended use, the classifiers can be divided into industrial classifiers and laboratory classifiers. An industrial classifier is integrated into production lines to screen and separate materials continuously. It is used for large-scale processing in mining, agriculture, and construction. On the other hand, a laboratory classifier is used for small-scale testing and experimentation.
Other classification methods have been proposed in the literature to include the vibrating frequency and the particle size they work with. Frequencies that are usually used by classifiers to screen materials include low frequency, high frequency, and ultra-high frequency classifiers. Classifiers separating granular materials, including cement, coal, salt, sand, and sugar, are often referred to as fine, medium, or coarse classifiers.
Specification and Maintenance
-
Capacity:
The amount of material a vibration classifier can handle is called its capacity. This is how much stuff it can process in a certain amount of time - like tons or pounds per hour. Classifier machines with different capacities are available to meet the needs of small operations and larger ones.
-
Sizes:
The different sizes of particles a vibration classifier machine can separate are known as size ranges. Vibration classifiers can sift through fine powders, larger grains, and everything in between thanks to adjustable screen mesh sizes.
-
Power:
The amount of energy a vibration classifier consumes is its power usage, usually measured in kilowatts. Smaller classifiers may use around 1-2 kW, while bigger ones could use 5 kW or more due to handling larger volumes. The power requirement grows with the machine's size to effectively separate more material.
-
Design:
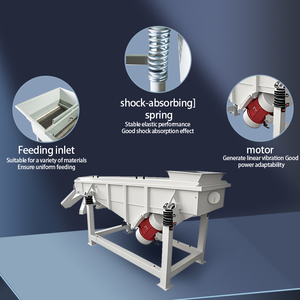
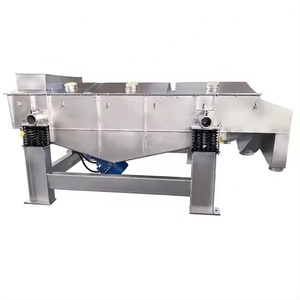
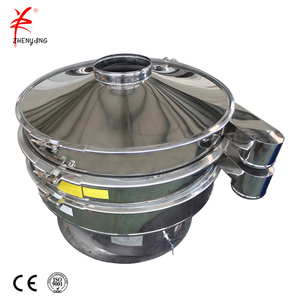
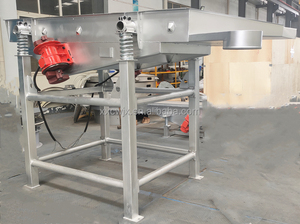
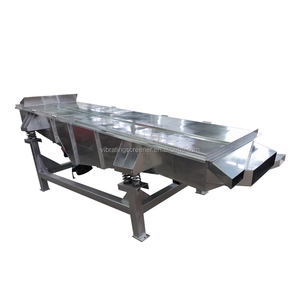
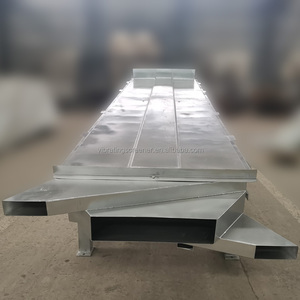
Vibration classifiers are made in different ways to suit various purposes. The most commonly used is the horizontal classifier machine. Other popular choices include linear vibration classifiers, inclined classifiers, and the circular classifier machine. Some have a slight slope for better flowing, while others are completely flat. The choice of design depends on what kind of materials need to be classified and separated by size in a given industrial setting.
Maintenance tips
For the optimum performance of a vibrating classifier machine, regular maintenance is a must. Users can, however, ensure the longevity of the classifier by taking these simple steps:
- Periodic checks: Users should make a point to inspect the classifier periodically so as to notice any loose connections or worn-out parts of the classifier and have them repaired right away.
- Lubrication: This is necessary for moving parts of the classifier only. A routine lubrication of the classifiers' moving sections helps eliminate any possible friction that may lead to wear and tear.
- Cleaning: Suppliers advise frequent cleaning of the classifier after use to make sure no material buildup remains. This helps prevent blockage of screens or belts and keeps the classifier working perfectly.
- Operating manual: Users can consult the maintenance guidelines provided by the manufacturer and follow them closely. The maintenance tips provided in the manual are tailored to the specific model of the classifier.
Scenarios of Vibration Classifier Machines
-
Food Industry
The food industry relies on classifier machines to enhance the quality of food products. One key application is nut and grain classification, where machines classify different types of nuts and grains based on size and remove any foreign contaminants. This ensures a safe and superior food supply. Another use is meat tenderizing, as classifier machines separate properly cut meat pieces for processing and packaging. Fruit and vegetable washing is also accomplished using classifier machines that remove unwanted debris, such as dirt and leaves, after washing.
-
Mining and Aggregates Industry
In the mining and aggregate industry, classifier machines play a vital role in separating minerals and rock materials. Using machine classifiers, operators can separate various minerals like sand, coal, gypsum, and lime based on particle size. The separated materials are collected for further processing or sale. The machines also classify rock fragments by size for subsequent crushing or screening. The classifiers improve the overall quality and efficiency of mineral and aggregate production.
-
Plastic and Recycling Industry
In the plastic and recycling industries, vibration classifiers help separate valuable raw materials from unwanted items. Their precision and efficiency reduce the need for manual labor, preventing injuries and increasing productivity. Vibration classifiers effectively sort plastic materials, such as PET, PVC, HDPE, and PP, based on type and color, ensuring the purity of the recycled output. They also remove contaminants like glass, metals, and textiles from the plastic waste, improving the quality of the input materials for recycling.
How to choose a vibration classifier machine
Consider the following factors of the food classifier machine when purchasing:
- Application: A classifier is determined based on the application it is meant to work with. The classifiers available for purchase have been designed to work with various applications. For instance, a machine created to classify fine coal particles will not work well when classifying food particles.
- System Used: There are different systems classifier machines use to perform their tasks. Some classifier machines use a sieving system, while others use an air classification system. The sieving system works through the passage of particles in a sieve, separating different-sized particles. The classifier machine using the air classification system exploits the difference in density between particles and air. In this method, the particles are blown through a column, and the ones with less density fall to the ground.
- Materials: The materials of construction determine the machine's ability to perform its task. Material compatibility will also affect how well the machine achieves its classification purpose.
- Machine Feature: Think of particle movement and how they interact in the classifier machine. The different designs/features affect particle movement and the resulting classification.
Using the above factors as a buying guide, it becomes easier to find a classifier machine that sorts intended materials and is functional and efficient.
Vibration classifier machine Q&A
Q1. How does a vibration classifier work?
A1. A vibrating classifier machine utilizes vibration and screen mesh to sort materials into different sizes. The feeding hopper drops the materials onto the screen, where they are bounded by the mesh. The fine materials fall through the meshes' holes onto the designated area, while the larger ones stay on top and get ejected.
Q2. What are the benefits of using a vibration classifier?
A2. One could expect many benefits from using a vibrating classifier for material separation. These include the benefits of a vibrating screen, such as high separation efficiency and capacity. Also, vibration classifiers have the flexibility of mesh size changing to optimize the separation process for the specific material being handled. They are also easy to maintain because screen replacement is a fast and straightforward process.
Q3. What classifiers are used in vibrations?
A3. Vibrating classifiers are designed to sort materials by size. Other classifiers include spiral air classifiers that use air currents to separate lighter particles and hydro-cyclone classifiers that utilize centrifugal forces to separate materials based on density. The rotary screens are mixed models that combine multiple separation methods to sort materials differently.
Q4. What materials can a vibration classifier screen separate?
A4. A vibrating classifier screen is suitable for separating granular materials, such as seeds, sand, sugar, salt, and plastic pellets. It works well with dry materials but is not ideal for separating sticky, damp, or oily substances.
























































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4