
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(715 products available)










 Ready to Ship
Ready to Ship

















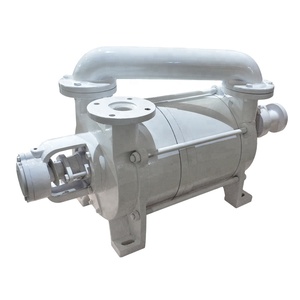
The water ring vacuum pump is a unique device that has a distinctive feature, such as a rotor. The rotor generates a ringspreading water blade, and this pump uses water to create a vacuum. The pumps are used widely, ranging from laboratory work to industrial applications.
They are available in the following types:
Single-stage liquid ring vacuum pump
This is the simplest of all the liquid ring vacuum pump stages. It only has one stage for producing vacuum pressure. In a single-stage pump, the rotor blade produces the liquid ring structure, whereas the water ring has the produced vacuum. Water is introduced into the pump, and it rotates as it rotates, it creates the vacuum space in the center of the pump.
The vacuum is then utilized to draw air or gas from the system. Single-stage pumps are relatively simple in construction, and this makes them easy to install and maintain. These pumps are the best used for light to moderate vacuum applications, which include degassing, drying, and conveying. Although their efficiency is lower than the two-stage pumps, their simple design is offered with reliability and is used widely in many basic vacuum requirements.
Two-stage liquid ring vacuum pump
As the name suggests, this pump has two stages or two sets of rotor and impeller blades. Each stage generates vacuum in a sequence. Water is first introduced into the first stage, where the initial compression occurs. The air or gas is then passed to the second stage, where the air is completely compressed to produce higher vacuum.
The addition of an extra stage allows better control over the pump's efficiency. This pump is suitable for high vacuum demands. Common applications for two-stage pumps include chemical processing, vacuum distillation, and other industrial processes that require a deep vacuum level.
Chemical industry
Two-stage liquid ring vacuum pumps are widely used in the chemical industry. They are necessary for the chemical processes such as reaction, evaporation, and distillation. Vacuum control is extremely important at this point because the chemicals are very sensitive and can easily react with one another if the wrong temperature or pressure is reached. That is where these two-stage pumps come in. They ensure precise vacuum levels during distillation to avoid product degradation.
Pharmaceutical industry
These are used for freeze-drying, which is a process that helps extend the shelf life of medications. These pumps create the necessary vacuum for water removal from drug samples without damaging the product. They are also used in other applications, such as tablet coating and drug packaging.
Food processing
Vacuum applications like degassing, drying, and packaging are used in the food industry. For instance, vacuum packaging helps increase food shelf life by minimizing oxygen content within packages. The two-stage pumps ensure that precise vacuum levels are maintained to product freshness and quality. They are also used in the vapor recovery application, preventing valuable gases from escaping into the atmosphere and thus ensuring environmental compliance.
Oil and gas industry
Once again, these pumps are critical for many oil and gas applications such as refining, gas extraction, and separation. These are used to create vacuums in distillation columns during oil refining. The pumps have to withstand very difficult conditions, thus the need for strength and durability. They must also operate continuously, so it is essential that they have reliable maintenance capabilities.
Metal coating
In the metal coating process, two-stage vacuum pumps help deposit thin metal layers on the coated surface. The pumps are good at creating the needed vacuum for transporting coating materials in the vacuum deposition processes. They also contribute to the finishing quality, which results in smooth, uniform coatings for various products.
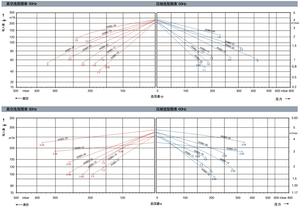
Ultimate vacuum
This is the lowest vacuum pressure that can be achieved by the pump. It's typically measured in torr or mmHg. The ultimate vacuum for the two-stage pumps are usually more efficient than the single stage because they can achieve deeper vacuums.
Capacity
This is the volume of gas that the pump can handle within a specific timeframe and is usually expressed in CFM, which means cubic feet per minute. The capacity depends on the application because using a low-capacity pump in a high-demand industrial environment may affect performance.
Motor power
The power ratings are usually in horsepower or kilowatts. Larger and more powerful motors improve pump performance but also consume more power.
Foundation
Ensure that a stable base has been made to minimize vibrations.
Piping
Attach the inlet and outlet pipes to the corresponding ports. Use appropriate gaskets and seals to prevent leaks. Minimize bends and ensure that the pipes have proper alignment.
Water system setup
Connect the water supply line to the pump's water inlet. Ensure there is a shut-off valve for easy maintenance. Similarly, connect the water discharge line to an appropriate drain or recovery system. This will remove the used water from the pump.
Electrical connections
Ensure that the electrical motor is properly connected to the power supply. All connections must be done by a qualified electrician to ensure safety. Install control panels or switches for easy operation.
Vibration and alignment check
Use vibration dampers or pads to reduce vibrations once the pump is operating. After installation, check for motor and pump alignment to improve efficiency and reduce wear.
Pre-operation checks
Check that all electrical connections are properly secured. Verify that all water supply lines are connected. Make sure there are no obstructions on the inlet and outlet pipes.
Water filling
Open the water supply valve to fill the liquid ring vacuum pump with water. Ensure that the water level reaches the recommended level only. This ensures optimum performance for the pump.
Start-up
Switch on the motor to start the pump. Allow it to reach the operating speed. Monitor the vibrations and noise during startup; anything unusual needs to be addressed before continuing.
Water quality check
The water used in a two-stage liquid ring vacuum pump must be free from debris and chemicals. The chemicals can corrode internal components, while debris will cause blockages or wear. Change the water if needed or use a filter to remove debris.
Seals and gaskets inspection
Wear and tear can lead to air leaks or loss of water leakage. Inspect these components for signs of wear and replace them if necessary.
Lubrication
The motor bearings and other moving parts must be lubricated frequently with an appropriate lubricant. This helps reduce friction and prolongs the life of the pump.
Pipe maintenance
The inlet and outlet pipes must be checked for blockages. Pushing or using compressed air through and flushing the pipes is good enough. Ensure that the pipe joints are tight and sealed to avoid leaks.
Several monitoring and control systems are used to maintain the optimum performance of a two-stage liquid ring vacuum pump.
Vacuum gauges
These are used to measure the vacuum level within a system. This allows operators to continuously monitor pump performance. The reading ought to be within the specified range. Any deviation from this range can indicate a problem, such as a leak or a pump malfunction.
Flow meters
These help measure the gas flow rate into the pump. By monitoring gas flow, operators can ensure that the pump is not overfed. Overfeeding can lead to condensation or liquid carryover, which damages the pump.
Vibration analysis
Vibrations are a common way of diagnosing potential issues. Increased vibration can indicate misalignment, imbalance, or wear. Real-time vibration monitors can help to detect these problems and enable preventive maintenance before pump failure occurs.
Control systems
Advanced electronic control systems are used to automate the pump operation. This helps maintain the desired vacuum levels by adjusting parameters like water flow rates and power input. These control systems also enable quick responses to fluctuations in vacuum demand, thus improving overall system reliability and performance.
Temperature sensors
Liquid ring vacuum pumps are sensitive to temperature variations. High temperatures can affect the water ring viscosity and reduce the cooling effect on the pump's internal components. Conversely, low temperatures can cause stiffness and increase the chances of component breakage. Temperature sensors help monitor and ensure the pump operates within the ideal temperature range.
High vacuum capacityThe high ultimate vacuum is one of the main benefits of two-stage pumps. The second stage further compresses the gas after the first stage does the initial compression. This allows the pump to achieve low pressures that are not easily achievable by single-stage pumps. This makes them suitable for many applications, including chemical processing and pharmaceutical industries, where deeper vacuums are often needed.
Increased efficiency
Two-stage pumps are generally more efficient than one because they can achieve higher vacuums with less energy consumption. They are designed to minimize water and energy consumption while handling the same vapor load. This is beneficial for end users who want to reduce operational costs.
Simplicity and reliability
Two-stage liquid ring vacuum pumps also have relatively simple designs compared to other high-vacuum technologies such as diffusion or turbo pumps. This simplicity makes them easier to install, operate, and maintain. They are also very reliable and can work continuously for long periods without much decline in performance.
Handle wet gases
What can only be described as a unique feature of the two-stage liquid ring vacuum pump is that it can handle both wet and dry gases. Wet gases are gases that contain some level of vapor or moisture. Unlike many other vacuum pumps, which can be damaged by condensation or moisture, liquid ring pumps are specifically designed to tolerate these conditions.
Low operating noise
The two-stage liquid ring vacuum pump has no high-speed rotating elements and produces very low noise. This makes them ideal for use in facilities where operating noise is not acceptable. These include research laboratories.
A1. These pumps are widely used in chemical and pharmaceutical food processing and power generation industries, which often require deep vacuums for distillation, drying, and gas extraction processes. Reliable operation under varying pressures is crucial in these applications.
A2. Water creates the liquid ring that seals the pump chamber, facilitating gas compression. The water also cools the pump, thus preventing overheating during operation. This makes the pumps suitable for applications where other cooling methods are impractical.
A3. The two stages of compression allow the pump to achieve deeper vacuums than a single-stage pump can reach. This makes it suitable for applications requiring very low pressures since each stage extracts gases more efficiently than the previous.
A4. Corrosive gases or liquids that can damage internal components should not be used. These include harsh chemicals that may corrode metal surfaces or deposit substances that can hinder the pump mechanism. For these applications, corrosion-resistant materials or alternative pump types can be considered.
A5. Vibration analysis, along with pressure and flowrate measurements, helps assess performance. Significant deviations in expected parameters can indicate mechanical issues or impending failures. Integrating these monitoring techniques enables proactive maintenance and prevents unplanned downtime.


































