
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(2184 products available)







































Different types of servo conveyors apply in diverse work environments, with each being designed for specific handling, product, and layout characteristics.
Linear belt conveyors are the most common type of servo conveyor. These comprise a simple belt that runs in a straight line. Commonly found in the transferring of packages, they are ideal for uncomplicated tasks over short distances. Advanced features like variable speed and positional control are incorporated into servo motors.
Curved belt conveyors are ideal when the design of the facility demands a change in direction. These curved conveyors can smoothly turn an operation to move items through tight spaces or change a conveyor system's layout. Note that servo motors give a better positional accuracy and speed flexibility where precise control is crucial, particularly in transfers.
Strong roller conveyors are commonly used in transporting heavy items and pallets. Roller conveyors comprise a series of rollers powered by servo motors to allow easy movement of heavy goods without exerting much force. Precision and reliability of these types of conveyors add to the strength required for the tough industrial applications.
Belt-driven live roller conveyors combine the features of belts and roller conveyors. Driven belt rollers on the line enable these conveyors to carry heavier materials and still have the precise control for integrating with other systems. Servo motors power these machines to maximize energy transfer and control.
Chain conveyors are appropriate for heavy products or products with a heavy package, such as bags, bins, or in bulk form. Durable chain conveyors satisfy basic industrial requirements when they integrate servos for good speed control and better maintenance of the conveyor's position.
Magnetic belt conveyors are used to hold and convey products with metal properties. The above versions are applied in industries such as recycling, metal working, and packaging. Servos make the speed variable and enable the magnetic force to be adjusted for different exposed materials.
Vertical conveyors are designed to convey materials vertically. Typical uses of vertical conveyors include elevation of bulk materials, integrating with other systems, and often applying bucket elevators and spiral conveyors, which are usually driven by servo motors. Various control options make it possible to schedule items for transport through confined areas.
Custom conveyors are designed to solve particular challenges in the process. Custom solutions can help satisfy specific needs in healthcare, food and other processing, and high-tech industries. Servos and advanced controls provide the precision and flexibility needed for specialized tasks.
The serial conveyors are widely used in heterogeneous industrial fields. The unique advantages and applicability characteristics of the servo conveyor make it efficient for a broad scope of material handling tasks. These are the recurring applications of the servo conveyors.
Packaging and processing are very critical in the food and beverage industry. Packaging items lead to the handling of a great deal of liquid and non-liquid material, which must be moved within the plant. Foods, beverages, and packaged products are moved to storage areas or warehouse systems for blending, sorting, and processing using servo conveyors. Since most of these products require a unique method of handling to avoid compromising their integrity, specific curved, slim line, and precision servo conveyors are used. The automating with servos and precise control for speed make sure delicate and perishable products are moved carefully without damage.
The manufacturing sector depends on the effective transport of raw materials and components for a smooth production process. Servo conveyors bear the burden of transporting items like metals, plastics, and electronic components and materials used to manufacture other products within manufacturing plants. In this area, conveyor systems should convey different loads, sometimes unique products, and perform several functions, such as combining with robots or working in a just-in-time environment. Position control capability, flexibility in speeds, and the fact that less maintenance is required make the servo conveyor fit into the many tough roles it is supposed to play.
The pharmaceutical industry needs a highly adaptable conveying system capable of providing hygienic handling, precise control, and the ability to treat delicate products. Packaging and drug handling are some applications of servo rollers in this highly regulated industry. The conveyors are useful during the transportation of products that require utmost cleanliness and noncontamination, such as drugs, medical equipment, and devices. Many of the conveyors have been designed to protect sensitive items during transit and incorporate extra features like wash-down capability and packaging.
A logistics and warehousing system incorporates servo conveyor systems for the transportation and distribution of various packages. Many systems designed for these industries are dedicated to high speed and efficiency. It is a sector in which sorting, searching, or retrieval operations are done, and the first order picked is the demand forecasting model, which calls for precise control.
Thus, the type of conveyor system utilized in a given industry mostly depends on what needs to be achieved during the transportation process, the environment, the space limitations, and product features. A servo conveyor is designed to satisfy hygienically, ecologically, and technically all of these diverse needs. The enhancement of automation and Industry 4.0 will further increase the existing variety of applications.
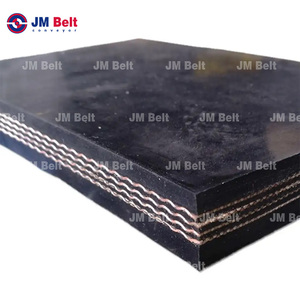
Servo conveyors consist of a belt (or other forms of) material handling equipment powered by servo motors, offering more control, precision, and energy efficiency than traditional conveyor systems. In describing typical features and specifications of these conveyors, several key parts must be considered.
Load capacity
A primary criterion is the load weight that needs to be conveyed. This is the heavier the load; the more powerful the conveyor will need to be. The conveyor's strength should accommodate this specific weight without compromising safety. Also, the materials constituting the conveyor system should account for the additional weight.
Speed and distance
The movement speed and distance should also be considered. Conveyors designed for faster speeds, usually in the shipping and handling departments, need higher speed capabilities. For longer distances, the system should be robust enough to carry huge loads across long distances. Conversely, slower speeds are preferable in manufacturing processes and close distances.
Precision control
More specifically, industries mandating strict measures, such as pharmaceutical and food processing, will require conveyors featuring extraordinary precision control. Servo motors are installed on these systems to manage speed, position, and acceleration/deceleration with extreme accuracy.
Integration
Sensors, robots, and control systems, for example, should be integrated with newly installed conveyor systems as they often work together. The new conveyor should easily integrate into the current automation system without complications. There should be a uniformity compatibility level to facilitate seamless integration between the newly installed systems and existing infrastructures.
Flexibility
Industrial requirements change in time. Hence, choosing a conveyor that is flexible and adaptable includes being variable speed and repositioning-capable. This is specifically important in manufacturing and distribution industries, where changes are likely to occur quite often.
Environment
Whether the environment is hostile, humid, or has a highly corrosive nature, it is vital to the conveyor system's survivability. For example, the food and pharmaceutical industries conveyor demands high hygiene standards, including wash-down features. Conversely, distribution centers are prone to dust and dirt accumulation, and effective dust prevention measures should be considered.
Budget
A budget is a chief business consideration. Even if engineering-wise advanced systems are appealing, the exorbitant cost sometimes is not offset by their benefits. Instead, a balance must be struck between price and performance and features to achieve the maximum benefits of a servo conveyor within defined financial constraints.
A1: Servo conveyors find use in numerous industries such as food and beverage, pharmaceuticals, packaging, electronics, and warehouse logistics that benefit from precision, energy efficiency, and smooth operation.
A2: Servos have better speed control and precision, consume less energy, require less maintenance, and enable smoother starts and stops than regular AC motors.
A3: Precision work is one of the many tasks performed by servo conveyors and can perform medium and low load tasks more efficiently than heavy ones.
A4: Servo conveyors come equipped with easy-to-install components that simplify their configuration and integration with the environment of the workspace.
A5: Yes, the industries where the sd are combined with other systems to enhance automation.








