Types of Robotic Bag Palletizers
A robotic bag palletizer is an automatic industrial machine that stacks and arranges bags and boxes onto a pallet for storage or shipment. Robotic palletizers are generally divided into two types: non-collaborative and collaborative palletizers. Each type comes in different configurations to suit various industry applications.
- Non-collaborative palletizers
Conventional palletizers have a high payload capacity and can handle heavy loads. The machine can be a low-level or high-level palletizer, depending on how the bags are placed on the pallet. The low level places bags at floor level for easier access, while the high-level palletizer stacks bags at a higher level.
Robotic palletizers with layer-forming technology can build pallets by forming layers. This technology calculates the most effective way to place the bags on the pallet. It arranges them in a specific pattern to make a solid and stable stack. Layer-forming palletizers are suitable for delicate bags like those used in the food, chemical, and pharmaceutical industries.
Hybrid palletizers have the flexibility of a robotic palletizer and the speed of a conventional palletizer. They use robotic arms to pick and place bags on the pallet, and overhead conveyors or shuttles to position the pallet. This setup can handle high-speed stacking of heavy products like beverage cases or bags of cement. Hybrid palletizers also have a smaller footprint compared to traditional palletizing machines.
- Collaborative Palletizers
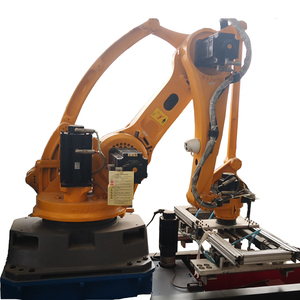
Collaborative palletizers are designed to work safely alongside humans without the need for safety cages or barriers. They are smaller and more lightweight than conventional palletizing machines. Cobots are often used for packaging lines with changing layouts and products because they are easy to reprogram and redeploy. They are also more affordable than traditional palletizing machines.
Specification and maintenance of robotic bag palletizers
The robotic palletizing systems are versatile machines that can be used in a variety of industries. They are designed to handle different types of bags and boxes. The capacity and speed of the palletizer are usually measured in terms of the maximum number of bag layers and palletizing cycles per hour. This will ultimately determine the size of the machine that is needed for a specific application. A heavy-duty machine with a large capacity and high speed is required for a larger industry that also has a higher production line.
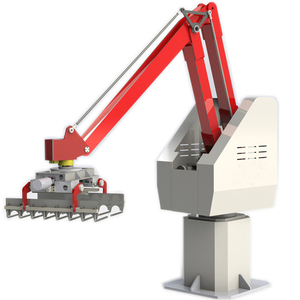
Robotic bag palletizers come with different end-of-arm tools, which are used to hold different types of products. Some of the most common robotic end-of-arm tools include vacuum grippers, clamp grippers, magnetic grippers and mechanical grippers. The machines can be mounted at different points in the production line, including in-line, off-line, or in a hybrid configuration. The in-line configuration allows the bags to be palletized while they are still moving along the conveyor belt. The off-line configuration, on the other hand, requires the bags to be stopped or diverted before the robot can pick and place them on the pallet. The hybrid system combines both the in-line and off-line configurations.
Robotic bag palletizers can be fitted with different safety features, depending on the manufacturer. The most common safety features include light curtains, safety mats, emergency stop buttons, protective cages, and safety-rated system controls. The safety features are designed to protect the operators and other employees who may come in contact with the machine.
Robotic bag palletizer maintenance is essential to ensure the machine is functioning properly at all times. The robotic palletizing machine should be cleaned regularly to prevent dust and debris buildup that can cause damage to the machine. The moving parts of the machine should be lubricated to reduce friction and wear. Regular inspections should also be done to identify and address issues before they become serious. Operators should also conduct software updates to ensure the machine is functioning properly.
Scenarios
A robotic bag palletizer is a crucial piece of equipment that assists in arranging bags of products onto a pallet for storage, distribution, or shipping. It plays a vital role in various industries and application scenarios.
- Food and Beverage Industry:
In the food and beverage industry, robotic bag palletizers are often used to stack bags of ingredients, finished products, or beverages onto pallets. For example, in a brewery, the robotic palletizer can be used to stack bags of malt, hops, or other brewing ingredients onto pallets for further processing or distribution.
In the agriculture industry, a robotic bag palletizer can be used to stack bags of agricultural products, such as fertilizer, seed, or animal feed, onto pallets. This streamlines the packaging process and ensures that products are ready for shipment or storage.
In the chemical industry, robotic palletizers can be used to stack bags of chemicals, such as powders, granules, or other materials, onto pallets. These pallets can then be securely stored or loaded onto trucks for distribution. Robotic palletizers are helpful for businesses, as they can be used in a variety of industries where bags are the primary form of packaging.
In warehouse and logistics scenarios, robotic bag palletizers automate the process of palletizing goods for storage or shipping. Whether it's bags of cement in a construction material warehouse or bags of pet food in a distribution center, robotic palletizers increase efficiency, reduce manual labor, and ensure consistent pallet quality.
In the pharmaceutical industry, robotic bag palletizers can be used to stack bags of pharmaceutical products, such as powders, capsules, or tablets, onto pallets. This is a common application in medicine warehouses, where robotic palletizers can help with the classification, organization, and storage of pharmaceutical products.
In e-commerce fulfillment centers, robotic bag palletizers can be used to handle bags of products such as pet food, snacks, or household items. Robotic palletizers can quickly and accurately stack these products onto pallets for order fulfillment, especially during peak demand periods.
How to Choose Robotic Bag Palletizers
When shopping for robotic bag palletizers for sale, buyers should consider the following factors to get the right machine for their business needs:
Buyers should assess their business needs to determine the type of palletizer that suits their daily operations. For instance, if the business has a high production rate, the buyer should go for high-speed palletizers. Also, buyers should consider the types of bags they handle. Conventional palletizers are ideal for cases and stable bags, while robotic palletizers are suitable for handling irregular-shaped bags.
Buyers should consider the palletizer's operating speed and ensure it aligns with their production rate. High-speed palletizers are suitable for businesses that require handling many bags in a short time. Also, buyers should ensure the speed is adjustable to meet their business needs.
Buyers should ensure the palletizer can integrate with other packaging line equipment. Compatibility with other equipment will improve the efficiency of the packaging process. Also, they should consider the accessories and attachments available to customize the palletizer according to their needs.
Buyers should consider the palletizer's energy consumption to reduce operating costs. They should opt for energy-efficient models and those with automation features to minimize energy use during operation.
Buyers should purchase from a reputable supplier. Reputable suppliers offer quality machines and provide excellent customer service. Also, they should check the supplier's reviews and ratings from previous customers to ensure they get the best quality palletizer.
Q&A
Q1 How can businesses benefit from robotic palletizers?
A1 Robotic palletizers help businesses increase efficiency, reduce labor costs, and improve workplace safety. Their high-speed performance and automation capabilities lead to enhanced productivity and streamlined palletizing processes.
Q2 What is the future of palletizing technology?
A2 The future of palletizing technology is likely to focus on further automation, integration with other smart systems, and the development of more advanced robotic palletizers. These advancements will aim to optimize the entire supply chain and improve responsiveness to changing market demands.
Q3 Are robotic palletizers versatile for different industries?
A3 Robotic palletizers are indeed versatile for various industries. Robotic palletizers can be adapted to different types of products and packaging, making them suitable for industries ranging from food and beverage to pharmaceuticals and manufacturing.
Q4 Can small and medium-sized businesses benefit from robotic palletizers?
A4 Yes, small and medium-sized businesses can benefit from robotic palletizers. While initially designed for large-scale operations, technological advancements have made robotic palletizers more accessible to smaller businesses. These businesses can still gain efficiency, improve consistency, and achieve growth by adding a robotic palletizer to their operations.





































































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4