Introduction to Mini Conveyor Systems
A mini conveyor system is an essential component of modern material handling and automation processes across various industries. These compact systems are designed to transport items efficiently, making them a favored choice for many businesses looking to optimize workflow and enhance productivity.
Available in a range of configurations and styles, mini conveyor systems are ideal for handling small products in limited spaces. Their versatility allows them to be utilized in production lines, packaging, and assembly processes, among other applications.
Types of Mini Conveyor Systems
Understanding the different types of mini conveyor systems can help you select the right one for your specific needs:
- Roller Conveyors: Utilizes rollers for smooth transportation of goods. Excellent for heavy loads.
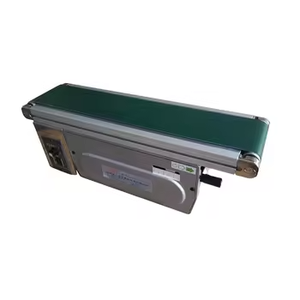
- Flat Belt Conveyors: Featuring a continuous belt, ideal for moving smaller and lighter items with precision.
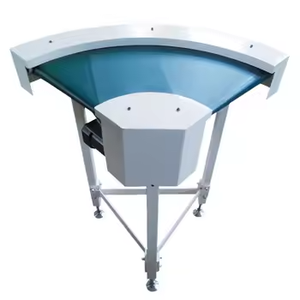
- Modular Belt Conveyors: Composed of interlocking plastic or metal segments, adaptable to various layouts.
- Wire Mesh Belt Conveyors: Designed for high-temperature applications and easy cleaning, often used in food processing.
Function and Features of Mini Conveyor Systems
Mini conveyor systems are packed with features that contribute to their efficiency and adaptability. Some of the key functions include:
- Space Efficiency: Compact design allows them to fit into tight spaces without sacrificing performance.
- Customization: Easily adjustable lengths, widths, and heights can be tailored to accommodate specific products.
- Speed Control: Equipped with variable speed drives, enabling smooth and controlled transportation.
- Integration Capabilities: Can be seamlessly integrated with existing machines and equipment, enhancing overall system efficiency.
- User-friendly Interfaces: Most systems include intuitive controls for easy operation and monitoring.
Applications of Mini Conveyor Systems
Mini conveyor systems boast a wide array of applications across various sectors, showcasing their versatility:
- Manufacturing: Efficiently transports components along assembly lines, reducing manual handling.
- Packaging: Streamlines the packaging process by moving items to and from packing stations with ease.
- Food and Beverage: Ideal for transportation in processing plants, ensuring a hygienic and efficient food handling process.
- Pharmaceuticals: Assists in transporting delicate materials while adhering to strict hygiene standards.
- Logistics: Facilitates efficient order picking and sorting operations in warehouses.
Advantages of Using Mini Conveyor Systems
Investing in a mini conveyor system can provide numerous benefits for your business:
- Increased Efficiency: Automates material movement, significantly reducing the time taken for transportation.
- Cost-effectiveness: Reduces the need for manual labor, leading to lower operational costs.
- Improved Safety: Minimizes workplace injuries associated with lifting and moving products manually.
- Enhanced Product Handling: Protects delicate or sensitive items by ensuring gentle handling throughout the transportation process.
- Scalability: Easy to expand and adapt as your business grows or changes, allowing for ongoing operational improvements.
































































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4