
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(1418 products available)


































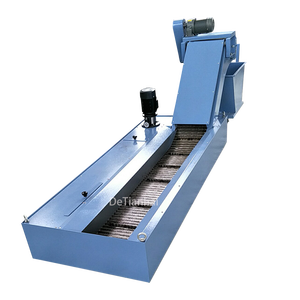







Hinge belt chip conveyors are proficiently designed for the metalworking industry. They come in diverse types, each tailored to specific operational requirements and environments.
Symmetrical chip conveyors feature a belt with two identical side profiles, ensuring even distribution of load and, thus, balance during operation. This even distribution leads to increased system reliability and durability. Therefore, they efficiently handle fine to medium-sized chips. On the contrary, asymmetrical chip belt conveyors possess differing side profiles. Such differences enable them, though, to convey heavier and bulkier chips. Symmetrical conveyors are often suitable for lighter, finer materials, while asymmetrical ones are better for heavy and large scrap.
Horizontal chip conveyors are particularly suitable for integrating into machining equipment positioned at the same level as the conveyor discharge system. One of their key benefits is the efficient transportation of chips over short to medium distances. It makes them ideal for use in CNC machines, lathes, and milling machines. These conveyors operate smoothly and discharge, hence, allowing for a simple design perfect for basic, horizontal chip removal applications.
Unlike horizontal chip conveyors, inclined chip conveyors transport chips at an angle. Their design allows chips to move vertically upwards, thus saving space in tight areas. They are normally used to transfer materials from the lower levels of equipment to higher collection or processing systems. Further, in cases where vertical transport of chips is necessitated, inclined conveyors are vital in space-limited environments.
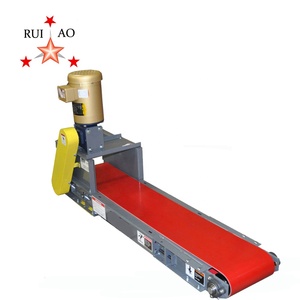
Dip flexible hinged belt conveyors have the capability of being easily routed to suit different installation layouts. Due to their flexibility, these conveyors can be installed in a relatively tight space and diverge or converge to accommodate the layout of the machine. This flexibility is especially useful in complex manufacturing settings. Here, transport paths and production flow may change quite often.
Step hinged chip conveyors construct a 'step' belt design. This type of equipment is competent in the transport of heavy or bulky materials. These conveyors support a heavier load when compared to standard hinged belt conveyors. The stepped design deters the material from sliding backward on an incline, thus making them suitable for vertical transport.
Hinge belt chip conveyors have multiple applications in varied industries. They play a critical role in handling waste materials, ensuring efficient operations, and promoting safety.
The metal machining industry yields a considerable amount of metal chips and shavings in the course of machining processes. These conveyors manage this waste, thus preventing restrictions in machinery, lowering fire risks, and improving workplace safety. Without a doubt, the absence of manual chip handling decreases labor costs and increases efficiency in this industry.
Automotive manufacturing incorporates a range of operations on metal materials, which result in the production of a massive amount of chips. Hence, hinged belt chip conveyors go a long way in efficiently moving these chips out of production areas throughout the facility. They support recycling initiatives by directing the chips to processing or collection containers, as a result, minimizing disposal costs.
Tool and die making generates diverse waste materials. These wastes include chips from machining operations, thus requiring reliable conveyors for their management. Step hinged conveyors are particularly useful here because they have the ability to handle bulky chip volumes. It protects both the machines and the environment from contamination.
In the recycling industry, hinged belt chip conveyors transport heterogeneous materials like metal scrap, cardboard, and plastics. These conveyors help segregate and process this material, improving overall recycling effectiveness. Besides, they are critical to the sustainability initiatives of the organization. Further, by facilitating the collection and processing of scrap resources, recycling industries depend on these conveyors.
Aerospace manufacturing involves high-precision machining of tough materials. This process generates a high volume of chips, such as those from milling, turning, and drilling operations. Hinge belt chip conveyors ensure that all these chips are efficiently disposed of, thus making a contribution to safety and efficiency. Majorly, they support the maintenance of clean work areas and protection of expensive precision equipment from contamination.
Hinge belt conveyor design includes important technical features that contribute to their functionalities in an industrial environment. Key aspects include belt material and construction, motor power ratings, and drive systems.
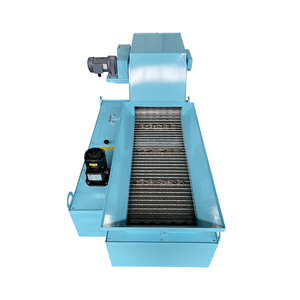
Hinge belt conveyors come standard with diverse belt designs to suit different applications. These designs depend on the type of material to be conveyed. Majorly, common belt materials are steel, stainless steel, and other robust alloys. These materials withstand the harsh conditions encountered in industrial environments. To add on, the belt width and pitch are dependent on the volume and size of the chips to be conveyed.
The power of the conveyor motors is selected according to the conveyor length, load type, and incline angle, if any. Hence, stronger motors are required for larger loads or more demanding applications. Conversely, lighter loads require less power. Motors are usually integrated with variable frequency drives which enable speed control and help in energy consumption.
These conveyors operate with diverse drives, actuator types, and layouts. They include electric motors, hydraulic drives, or internal drum drives. Motors are normally located in such a manner as to protect them from the chip, thus eliminating interference with operation, reducing wear, and increasing motor life.
Hinge belt chip conveyors incorporate unique features that enhance their operation in industrial settings. These features include durability, low maintenance, and noise reduction.
Durable Construction Materials
Typically, the robust design of belt materials guarantees a longer conveyor life while withstanding the diverse challenges of the manufacturing environment. Examples of these materials are hardened steel and stainless steel, which have the ability to resist wear and corrosion. This ensures that the conveyor system remains operational even with heavily demanding tasks.
Low Maintenance Requirements
Hinge belt chip conveyors feature a very low maintenance design. They are preferred in industries where manual maintenance can be isolating and cost-inefficient. The low maintenance needs stem from the durable components used and the effective design. Many of the features that require maintenance, like the belts, have been tucked away from the user interface.
Noise Reduction Technology
The majority of these conveyors come with systems that help in the reduction of operational noise, thus promoting a quieter workspace. This noise reduction technology is vital in industries where noise levels influence work productivity and safety concerns.
The installation of hinge belt conveyors requires a systematic approach to ensure proper functioning and longevity. A few of the critical steps in the installation process are configuration determination and alignment.
The first step, determining the configuration, involves defining the layout of the conveyor system by considering the space available and the height and distance for transportation. Next, install the main frame by fixing the side rails and the top and bottom of the frame. After that, the drive system is installed. This includes the motor and pulleys, followed by the belt assembly. The hinged belt is then connected to form a continuous loop. At this stage, tensioning the belt and aligning the drive properly is critical for the smooth operation of the system.
When choosing the right hinge belt conveyor, several key factors must be considered to ensure the selected system meets operational requirements in an industrial setting.
Determine the type and size of the material that needs to be conveyed as the first important step. Heavy materials require a more robust design. These include asymmetrical or stepped conveyors. On the other hand, lighter materials can be efficiently handled by symmetrical conveyors.
Space constraints in the industrial environment define the design of the conveyor system. Indeed, horizontal chip conveyors work well in conditions with ample space. On the contrary, inclined or flexible conveyors are better suited for facilities with limited space since they can transport chips vertically or navigate around obstacles.
Take into consideration the characteristics of the chips to be conveyed. These characteristics may include size, shape, and material. For instance, bulkier chips may require a stepped conveyor type. Meanwhile, finer chips are efficiently handled by a standard hinged belt. Moreover, conveyor materials of construction should be resistant to corrosion, especially in the case of the scrap generated by the aerospace and automotive industries. These industries normally deal with a variety of chemically reactive materials.
The distance and inclination of the conveyor system should also be put into consideration. A long-distance conveyor system will need a more powerful drive motor. On the other hand, inclined conveyors are the only ones capable of providing a practical solution for vertical transport of chips. They have added an incline to the system.
Last but not least, examine operational noise level concerns in one's facility. Conveyors that incorporate a noise-reducing mechanism are generally necessary in facilities that prioritize worker safety and comfort.
Indeed, hinge belt chip conveyors are versatile. They can handle most chips, including metal shavings from machining, punches, die scraps, and other small debris. However, for specific chip types, a customized conveyor may be necessary for optimal performance.
One of the more energy-efficient options available is hinged belt chip conveyors. They come equipped with variable frequency drives (VFDs) that regulate motor speed based on the load requirement. This feature avoids unnecessary power consumption when the load is light, saving energy.
The average lifespan of these conveyors is 10 to 15 years. However, this lifespan depends on diverse factors. These factors include the frequency of heavy-duty application, type of materials conveyed, and regular maintenance.
These conveyors are low-maintenance. They need periodic lubrication of the hinges and belts and inspection of the drive components. The users also need to periodically clean the belt to remove any scrap accumulation that may detract from the system's efficiency.









