
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(1374 products available)













































Thermal Imaging Cameras
Thermal imaging cameras are efficient in identifying hot areas, even in total darkness or through obstructions. By presenting a visual representation of heat emission, these fire detection cameras allow users to locate potential hotspots or active fires in arenas or inaccessible regions. In addition to fire identification, the thermal detection camera can be applied in predictive maintenance, where it assists in the detection of overheating equipment.
Visual Smoke Detection Cameras
These cameras are responsible for detecting the smoke that is commonly generated by a fire. These cameras have the ability to differentiate between various smoke components, thus allowing for prompt identification of fire threats. The visual recognition of smoke ensures that relevant persons receive early alerts to enable a faster and efficient fire response. Visual smoke detection cameras can be applied in multiple places, including warehouses, commercial buildings, and public facilities.
Dual-Function Fire Cameras
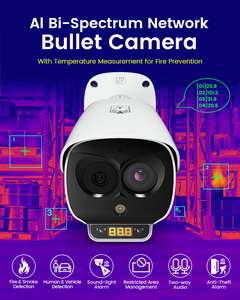
These dual-function cameras incorporate both thermal imaging and visual smoke detection capabilities, providing comprehensive fire surveillance. These systems can adapt to most fire scenarios thus enabling point identification in all cases. This will help ensure that a reliable fire detection system is in place as one can use either mode of detection depending on the existing situation or conditions. The dual-function fire cameras are primarily used in industrial facilities, oil rigs, and any location with elevated fire risk and needs constant surveillance.
Gas Detection Cameras
These are specialized cameras made to detect flammable or toxic gases that might signify a fire or an explosion risk. They work by sensing the concentration of gases such as methane, propane, and carbon monoxide, among others. Basically, many of these cameras are fitted with thermal imaging features that allow them to identify gas leaks and fire hotspots at the same time. The gas detection cameras are mainly used in industries such as chemical plants, refineries, and mining operations, where fire safety is quite a huge concern.
Oil and Gas Industry
Cameras for fire detection help monitor offshore platforms, refineries, and pipelines for potential threats. Real-time thermal imaging allows for the identification of irregular heat patterns, thus enabling prompt action and reducing downtime caused by false alarms. The systems that work here are critical to ensuring safety and operational efficiency in one of the oldest industries in the world.
Manufacturing Facilities
In manufacturing plants, many processes involve flammable materials, and thus it is necessary to have fire detection cameras to improve and ensure safety. The early identification of fires reduces damage to property and equipment and minimizes injury to employees. Besides, their ability to function in low visibility conditions allows for effective monitoring in many environments.
Warehouses and Distribution Centers
Warehouses hold large stocks thus making them susceptible to fire outbreaks. Firefighting cameras enable vigilant monitoring over vast areas, providing early warning signs in the case of smoke or heat detection. This is very important, especially in warehouses that deal with goods that are very hard to replace or are very flammable.
Mining Operations
Fire detection cameras in mining offer safety in underground operations and open-pit sites. Fires in the region of mining pose serious risks to workers and equipment as well, so monitoring using thermal imaging will help identify hotspots and gas leaks. Integration of these systems into mining safety protocols leads to improved emergency responses and reduced risk to employees.
Aeronautics and Aerospace
In this arena, fire detection during the testing and maintenance processes is of utmost importance. Specialized fire cameras detect ignitions during equipment testing in this industry. Because of their ability to work in extreme conditions, including vacuum and high temperatures, these cameras provide valuable safety checks on aircraft components
A fire camera is developed primarily for the detection and prevention of fire hazards. Some of the basic functions include the following:
The modern fire detection cameras are fitted with several advanced features that improve their effectiveness. These include:
The way these fire detection cameras are designed is to accommodate their functionalities and make them robust to the elements. Some of these design aspects include:
Reliable Heat Sensitivity
The quality of fire detection equipment will often depend on its ability to detect a wide range of heat. This means that a good camera must be able to detect temperature variations linked to fire while filtering irrelevant heat sources to avoid false alarms. Advanced sensors are used in the current cameras to enhance heat detection for better accuracy.
Robust Build
A fire camera's durability is of utmost importance when considering its applications in hostile working environments. The camera should be constructed of materials that are resistant to water, dust, and extreme temperatures. Standards like IP ratings ensure that equipment can withstand environmental elements without degradation in performance.
Compliance with Industry Standards
Any professional equipment needs adherence to fire safety standards in given jurisdictions. Fire detection cameras are designed with International Fire Organization (NFPA) and Underwriters Laboratories (UL) guidelines in mind. Certification indicating compliance with these standards means that the camera fulfills minimum safety and functionality requirements for fire detection.
Regular Testing and Calibration
To maintain their effectiveness, these kinds of cameras require routine testing and calibration, especially in sensitive environments such as chemical plants or oil refineries. Standard operating procedures must include regular maintenance to ensure the equipment is functioning as designed. The lack of maintenance can lead to detection failure, hence the importance of regular checks.
Data Security
Most fire detection cameras today are integrated with systems connected to networks around them. Protecting the data transferred between these cameras and other systems is very crucial for preventing unauthorized access. Encryption and secure user authentication methods strengthen the overall safety of the technology.
A thermal fire detection camera identifies fire through heat. It uses thermal imaging sensors to detect temperature variations in an area, converting that heat into a visible image. With this technology, even in smoky or dark conditions, a camera can identify hotspots while using AI and other advanced technologies to reduce false alarms.
Fire detection cameras should be installed in areas of high fire risk, such as warehouses, manufacturing facilities, and oil refineries. Other areas include electrical rooms, industrial machinery zones, and places that contain flammable materials. It should also be noted that large open areas or hard-to-reach spaces benefit from thermal fire detection cameras.
Yes, many modern fire detection cameras use thermal imaging that detects heat signatures in low-light or even total darkness. They are designed to maintain functionality in different lighting conditions, including day and night.
Maintenance of fire detection cameras involves regular cleaning of the camera lens and housing to avoid the accumulation of dirt and debris. Other maintenance activities include checking the camera's hardware and software for updates and calibrations and ensuring preventive inspections. Regular maintenance ensures reliable performance in critical fire detection.
When adequately maintained, fire detection cameras can have a lifespan of around 5 to 10 years. Factors like environmental conditions, usage intensity, and quality impact the overall lifespan of the cameras.








