
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(77037 products available)









































Single-sided Duplex Paper Board
Single-sided duplex paper board displays a shining side and a matte side. The bright surface is meant for high-quality prints, making it perfect for outstanding photos and colorful artwork. Conversely, the underside is excellent for writing or simple printing. Single-sided duplexed paper boards are often used for pamphlets, flyers, and product labels where one side needs quality printing and the opposite side is for functional use. They are a reasonable choice when companies want to create an outstanding visual impact on one side whilst keeping costs down.
Double-sided Duplex Paper Board
This variety is designed for printing on both sides; thus, it is thicker and durable than single-sided options. With both sides treated for exceptional print quality, it is ideal for projects requiring full-color prints on both sides, such as brochures, greeting cards, and high-end packaging. Its robustness makes it suited for applications where durability and aesthetics are equally important.
Semi-duplex Paper Board
A semi-duplex paper board is similar to the double-sided type but features one side coated for color printing and the other side for simpler, monochrome printing. This versatility is great for businesses that print variable data or require an informational layout on one side and a more colorful graphic on the other. Semi-duplex boards are an economical choice for companies needing multifunctional printing solutions.
Packaging Industry
Duplex paper board is widely used in the packaging industry, especially in making boxes and containers for food, cosmetics, and electronics. Its strength and ability to hold shape make it ideal for protective packaging. The grey back provides added stiffness, making boxes more robust and suitable for safe transport and storage of essential goods.
Printing and Publishing
In the printing and publishing sector, duplex paper boards are used to create high-quality printed materials such as catalogs, magazines, and promotional materials. The contrast between the white front and grey back enhances printed images and texts, providing a striking contrast. This property makes duplex boards suitable for printing ads, brochures, and other visually captivating items.
Stationery Products
This product is vital in making stationery products such as postcards, greeting cards, and notepads. Its thickness and quality finish make duplex paper board an ideal choice for items requiring a professional look and feel. Duplex paper boards are highly adaptable; therefore, it can be used in different designs and applications for quality brochures and personal invitations.
Arts and Crafts
Duplex paper boards are also common in arts and crafts requirements in different industrial settings. From creating mock-ups and models to constructing projects, it provides a versatile medium which can easily be cut, glued, and manipulated. Its light but tough nature ensures that crafted pieces have longevity and hold up extremely well to the rigors of both display and handling.
Point of Sale Displays
In retail, duplex paper boards are used to create eye-catching point-of-sale displays, such as stands and posters. Their strength ensures that these displays can hold their shape and stand up to the hectic shop floor environment. The superior print quality of the duplex paper board allows retailers to effectively promote products with vivid, colorful graphics that attract customer attention.
Specifications
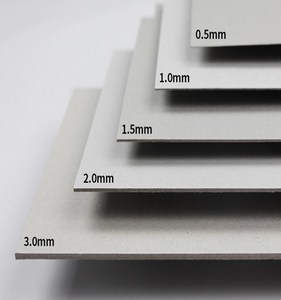
Thickness: Duplex paper board generally ranges from 220 to 400 GSM. This variety in thickness allows application tailoring, from sturdy boxes to flexible packaging solutions. Material Composition: Duplex paper boards are made using virgin wood pulp or recycled fibers. This blends balance strength with eco-friendly attributes. Surface Finish: The front side is usually glossy or silk finish, while the grey back is matte, providing excellent ink absorption. Weight: Duplex boards come in several weights, with a more significant number indicating greater thickness. Common weights are between 220 to 350 microns for diverse uses.
Features
Dual Surface Utility: The duplex design allows one side for vibrant printing and the other, practical. Sturdy and Durable: The board's hardy composition makes it withstand bending, breaking, and general wear and tear. Recyclable: Many duplex boards are made from recycled materials or are recyclable themselves, thus supporting a greener industrial process. Print Compatibility: Duplex paper boards are suitable for different printing techniques, including offset, digital, and gravure printing. This compatibility ensures they are usable with different commercial printing devices.
Quality Considerations
Material Integrity: Duplex boards should be made of high-quality pulp for strength and durability. The integrity of the material affects its applicability and impact on safety. Surface Uniformity: A consistent surface ensures quality print on both the glossy and matte finishes. Irregular surfaces can lead to blotchy imprinters or poor ink absorption. Thickness Consistency: A uniform thickness guarantees superior quality prints and prevents jamming in printers. Duplex boards should have regulated thickness across the entire sheet. Color Fidelity: The grey back should provide a well-defined contrast with a white front, ensuring accurate color portrayal. This is vital for brands wanting their colors shown correctly.
Safety Considerations
Non-toxic Inks and Coatings: Duplex boards are generally used for packaging that holds food items. Therefore, manufacturers should ensure they use inks and coatings that are non-toxic and safe for food contact. It involves using edible-grade inks and avoiding hazardous substances that may contaminate food products. Smooth Edges: The duplex paper board has been manufactured to contain smooth edges and a non-splinter surface. The smooth finish eliminates the danger of cuts or scratches when handling the material. Sturdiness: Because of the nature of these boards, their strength ensures that they do not break easily in items such as boxes. Without pieces being broken, they pose no risk as sharp ends can be dangerous. Recycling and Disposal: It is critical that duplex boards are made recyclable to reduce wastage and ensure health safety. Clear and informative recycling instructions should be readily available on the board for eco-friendly removal and use.
Assess Paper Weight
Paper weight is evaluated in grams per square meter (GSM). A lighter weight duplex paper board is chosen for flexible applications like brochures and boxes requiring folding. For tougher tasks, such as heavy-duty packaging or display stands, a heavier weight board is selected. The selected paper weight affects the sturdiness, feel, and workability of the board for the potential applications.
Check Finish Type
Duplex boards come in distinct finishes that significantly affect the look and feel of the end product. A glossy finish adds shine to the board and makes colors appear more vibrant, ideal for such applications as product packaging needing shelf appeal. Accordingly, matte finish provides a spat surface, which reduces glare and makes it fit for practical use, like notebooks and stationery, where writing is concerned. Satin finishes can also be considered for a balanced appearance between glossy and matte. This would, therefore, allow for a more refined feel without excessive glare.
Evaluate Grey Back Tone
The tone of the grey back is equally important, as it impacts the level of contrast between the printed front and grey back surface. Grey tones vary from light to dark, each having a distinct effect on the color printed. A deeper hue grey will provide greater contrast, leading to bold, vivid colors. Conversely, a lighter grey will ensure softer, more subtle printed color appearances. Users' printing requirements and intended design will dictate the appropriate grey back tone duplex paper board.
Consider Environment and Application Usage
Users' environment and application should be a priority when selecting a duplex paper board. In areas where there is high humidity or where temperature varies, a specially treated duplex paper board for moisture resistance may be necessary. Accordingly, applications requiring a durable long-lasting solution, such as premium packaging or promotional items, will need a sturdier and thicker board for duplex paper. By addressing specific environmental and application concerns, one can ensure functionality and quality in the duplex paper board.
A1: Duplexed paper board refers to a type of carton board consisting of two distinct sides. This means it has one side that is smooth and shiny for optimal printing (the front side), and the other side that is unrefined and gray in appearance (the back side). Duplex paper is generally thicker than regular papers, and it is used mainly in packaging and printing products where strength and printing quality are of utmost importance.
A2: The versatility of duplex paperboard makes it suitable for many uses in industrial applications. It is mostly utilized in the Packaging Industry for manufacturing boxes and containers, especially those requiring a sturdy structure and visual appeal, like food, cosmetics, and electronics.
In the printing and publishing industry, it is used to print brochures, catalogs, and promotional materials due to its appealing front surface that enhances printed colors and images.
In the stationery products like business cards, postcards, and greeting cards, its thickness and quality add a professional touch.
Duplex paper board is also used in retailing within point-of-sale displays like posters and stands, enabling eye-catching marketing due to its sturdiness and print compatibility. Further, in arts and crafts projects, it is also included as a cut-friendly and robust material.
A3: Duplex paper policies vary widely among manufacturers, and they could be either eco-friendly or not so friendly depending on the policies at play. Duplexed paper boards could be environmentally friendly if they are manufactured using recycled fibers and if they support a sustainable form of forestry. Many eco-conscious companies use duplex boards containing a minimum of 30 % post-consumer recycled content. Further, there is a growing trend in use among consumers through recyclable and compostable packaging products. To improve eco friendliness, several duplex boards are also covered with a non-toxic or water-based ink which reduces hazardous chemical use and thus increases safety for the planet.
A4: Printing on duplex paper board is of high quality irrespective of its thickness. Moreover, its surface is designed specifically to enhance ink absorption, thus enabling sharp images and vibrant colors. The front surface is smoother than the back side, enabling full-color printing so that the back can be printed with simple designs or text as needed. That said, if compared to thin paper, duplex paper board may require more ink and will likely have a more textured finish, which may affect the amount of ink absorbed. Overall, duplex paper board's structured surfaces provide stupendous quality for packaging or marketing purposes.
A5: The duplex paper board allows for a degree of customization to meet specific industrial applications to varying paper weights, finishes, and standardized dimensions. The thickness could be adapted to provide more or less rigidity for packaging, depending on the needs. Further, the front surface could be customized for branding or informational purposes to apply varied printed designs, patterns, and colors. Additionally, duplex paper boards could be cut or creased into specified shapes for the requested end use. The flexibility behind duplex paper board makes it a strong candidate for many divergent commercial requirements.



















