Understanding Buffer Conveyor Systems
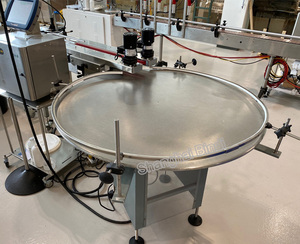
A buffer conveyor system plays a crucial role in modern industrial operations, providing an efficient means of transporting materials. Its primary purpose is to manage product flow between different areas of a facility while accommodating variations in processing or handling rates. This system thus helps in minimizing bottlenecks and optimizing workflow.
Types of Buffer Conveyor Systems
Buffer conveyor systems come in various types, each designed to meet specific requirements for different industries. The main types include:
- Overhead Rail Systems: Suitable for environments where floor space is limited.
- Roller Bed Conveyors: Ideal for heavy loads, allowing for smooth movement across longer distances.
- Belt Conveyors: Perfect for fragile or small items, providing a gentle handling approach.
- Modular Conveyors: Versatile systems that can be customized to fit various layout needs and product specifications.
Features and Benefits of Buffer Conveyor Systems
Buffer conveyor systems are equipped with a range of features that make them essential in material handling. Here are some notable features:
- Efficient Space Utilization: These systems often require less space compared to traditional conveyors, maximizing operational efficiency.
- Flexible Configuration: They can be designed in various layouts to suit changing industrial needs.
- Low Maintenance Costs: Many buffer conveyor systems require minimal servicing, which translates to reduced downtime and maintenance expenses.
- Modular Design: This allows for easy expansion as business needs grow, giving companies a scalable solution.
The benefits of implementing a buffer conveyor system are significant:
- Increased Productivity: By connecting different parts of the production line, these systems enhance workflow, leading to greater overall efficiency.
- Reduced Labor Costs: Automation through buffer conveyors reduces the need for manual transportation, cutting labor costs.
- Improved Safety: By minimizing human intervention, buffer conveyors enhance workplace safety.
- Higher Product Throughput: The ability to maintain steady flow helps in meeting demand without delays.
Applications of Buffer Conveyor Systems
The versatility of buffer conveyor systems allows their application across various sectors, making them vital to many industrial processes. Common applications include:
- Manufacturing: Used extensively in assembly lines to facilitate smooth movement of components and finished products.
- Food & Beverage: Ideal for handling products with specific sanitation requirements, ensuring hygiene while transporting.
- Logistics & Distribution: These systems streamline order fulfillment by efficiently transporting goods through warehouses.
- Automotive Industry: Employed in manufacturing processes, where efficiency and precision are paramount for assembly tasks.
Overall, a well-implemented buffer conveyor system not only improves operational processes but also supports future business growth through enhanced adaptability and efficiency.




























































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4