Applications of Photoelectric Sensors
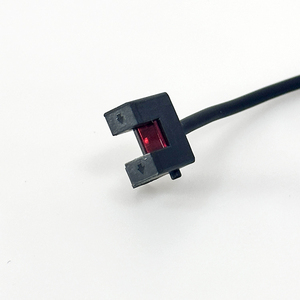
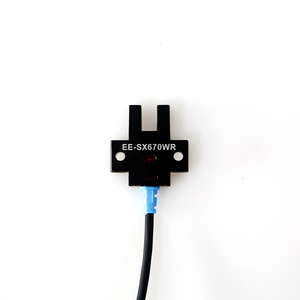
Photoelectric sensors are versatile devices utilized in various industrial and commercial environments due to their ability to detect objects and materials without direct contact. These sensors rely on light transmission, usually in the form of infrared light, to ascertain the presence or absence of an item. Here, we delve into the practical applications of photoelectric sensors, showcasing their significance across different industries.
Types of Applications for Photoelectric Sensors
Photoelectric sensors can be implemented in numerous ways, each tailored to meet specific operational needs. Some of the most common applications include:
- Industrial Automation: Used for counting, sorting, and detecting the presence of products on conveyor belts.
- Packaging: Employed in automated packaging lines to ensure correct item placement before sealing.
- Safety Systems: Integrate into safety barriers and emergency stop systems by detecting the presence of personnel or objects.
- Automated Guided Vehicles (AGVs): Facilitate navigation and obstacle avoidance in warehouses and factories.
- Traffic Management: Utilized in traffic lights and automated toll booths to detect vehicle presence and control signal changes.
- Building Security: Serve as motion detectors for security systems to protect premises from unauthorized access.
Features and Functionality of Photoelectric Sensors
Photoelectric sensors are engineered with various features that enhance their functionality and adaptability across diverse applications. Key features include:
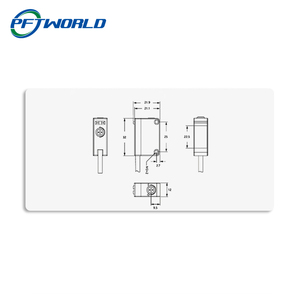
- Sensing Distance: Capable of detecting objects from varying distances, depending on the sensor type and application.
- Adjustable Sensitivity: Users can customize the sensitivity level, ensuring accurate detection in different environmental conditions.
- Response Time: Designed for rapid detection, ensuring minimal delay in response, crucial for high-speed automated processes.
- Environmental Resistance: Many sensors are built to perform in harsh conditions, with some models being waterproof, dustproof, or resistant to temperature fluctuations.
- Multiple Outputs: Offering different output signals (e.g., digital, analog) to interface seamlessly with various control systems.
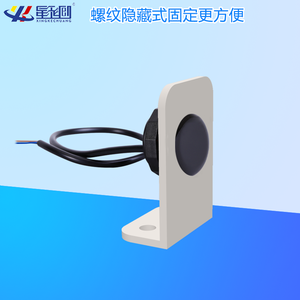
- Easy Installation: Designed with user-friendly mounting systems to facilitate quick and hassle-free installation.
Advantages of Using Photoelectric Sensors
The integration of photoelectric sensors into industrial systems offers many benefits:
- Non-Contact Sensing: This feature minimizes wear and tear on both the sensor and the objects being detected, enhancing longevity.
- Increased Efficiency: Automation facilitated by these sensors optimizes production processes, leading to higher throughput and reduced downtime.
- Safety Enhancements: With their ability to detect hazards quickly, they enhance workplace safety by ensuring quick responses to potential accidents.
- Versatility: Suitable for a wide range of materials (opaque, transparent, or reflective), making them applicable in numerous sectors.
- Cost-Effective: Reducing manual labor and improving accuracy can lead to significant cost savings over time.